Validation - Resistance Spot Welding |
|
|||||
Reference: Analysis of Al-steel resistance spot welding process by developing a fully coupled multi-physics simulation model
Authors: Jin Wang, Hui-Ping Wang,Fenggui Lu, Blair E. Carlson, David R. Sigler
--------------------
The basis for the resistance spot welding process is joule heating which is derived by passing a current through the metal sheets to be welded thereby generating heat by both bulk material resistance as well as interfacial resistance (electrode/substrate and faying interface). Sufficient heat is created to heat, melt and fuse the metal sheets together. It is a process involving mechanical squeezing, electrical current flow, water cooling, material heating, melting and solidification, and many other physical phenomena.
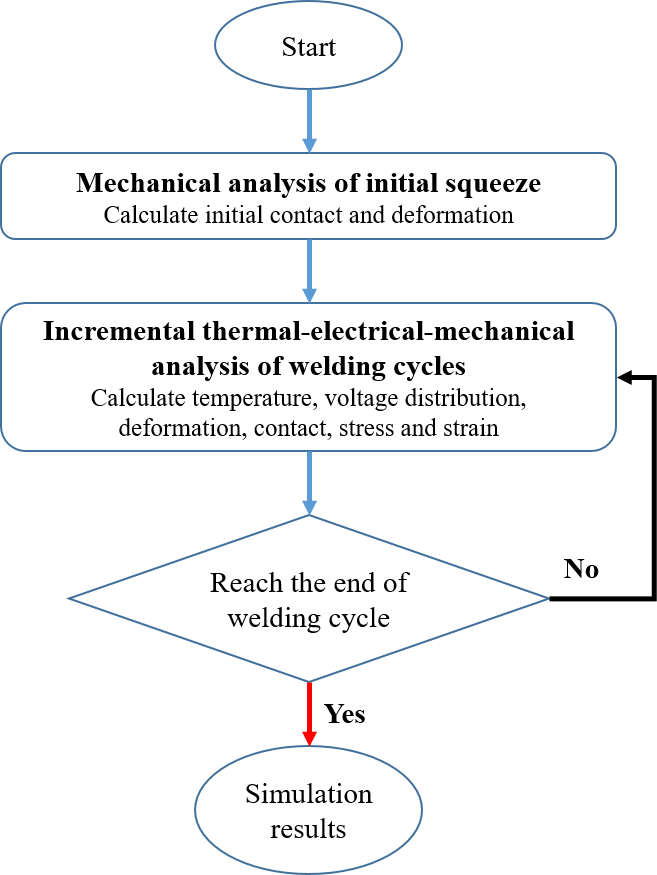
Fig 1. The computational procedure.
The squeeze cycle is solved at room temperature first in order to acquire the contact condition and deformation in this cycle. Then, based on the deformation and contact condition, the welding cycle is solved by applying a welding current and electrode force at an incremental time step.
A two-dimensional axisymmetric model is employed to model the Al-steel RSW process. A 2.0-mm thick Al alloy AA6022-T4 sheet and a 2.0-mm thick zinc-coated low carbon steel sheet were welded in the test. Electrodes made from ZrCu (C15000) were employed with a face diameter of 10 mm and weld face radius of curvature of 25 mm.
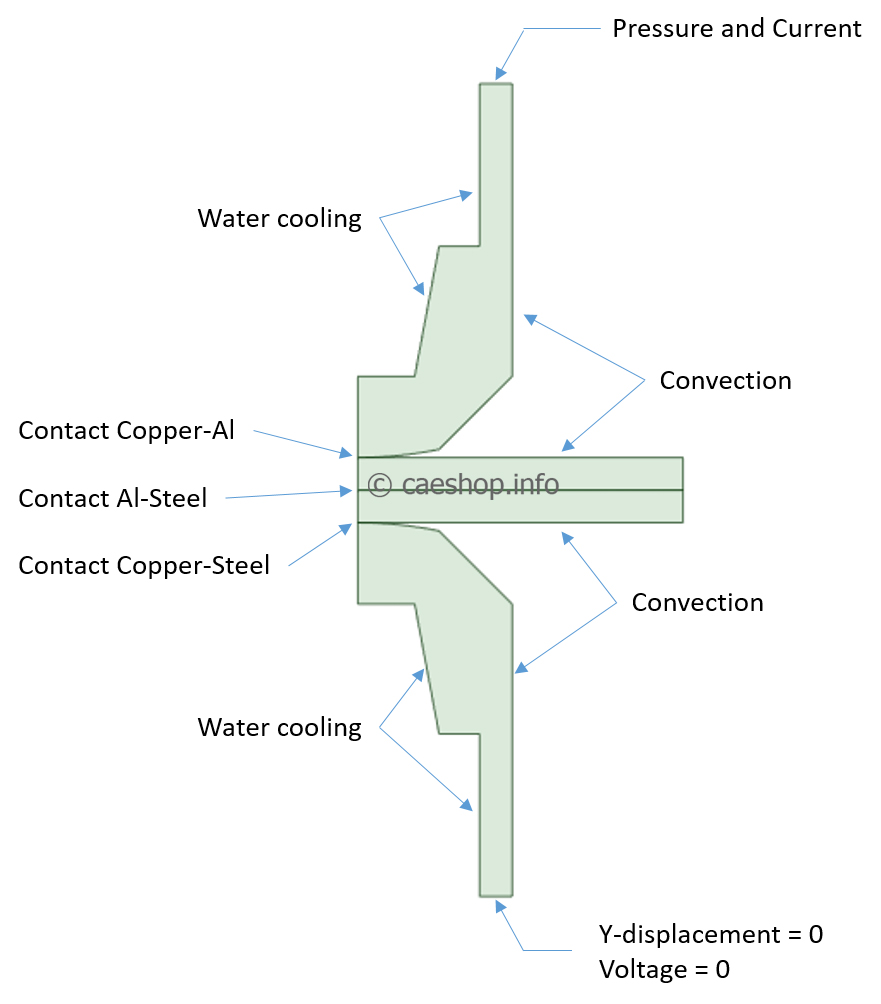 Fig. 2. Geometry and Boundary conditions (Thermal, Electric, Mechanical)
Fig. 2. Geometry and Boundary conditions (Thermal, Electric, Mechanical)
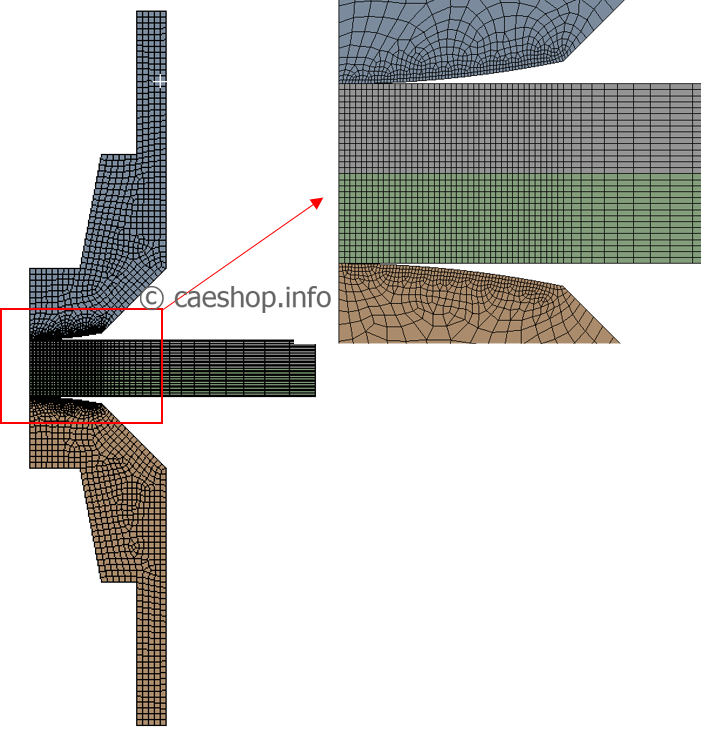
Fig. 3. Meshing
The electrical contact resistances (ECR) are required between the electrode and Al, Al and steel, and steel and electrode. The ECR is defined as the resistance per unit area at the contact interface. Important!
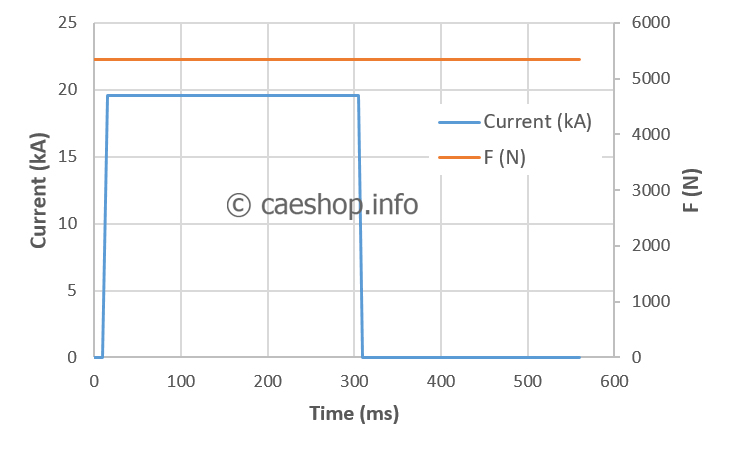
Fig. 4. Applied current and electrode force in the Al-steel RSW test.
The welding schedule employed is plotted in Fig. 4, where a pre-squeeze cycle occurs from 0 ms to 10 ms, electrical current ramps up to 19.8 kA from 10 ms to 15 ms, then stays constant for 290 ms, and drops to 0 from 305 ms to 310 ms. The electrode force is kept constant during the whole welding process with a value of 5340 N.
Results
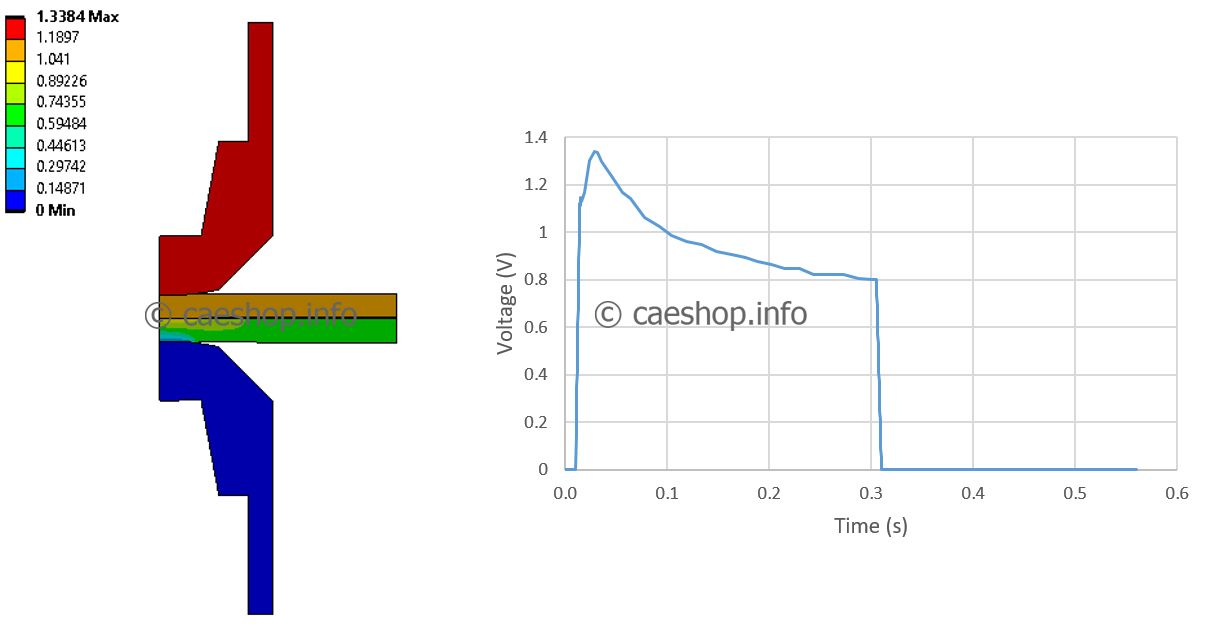 Fig. 5. Voltage results and distribution
Fig. 5. Voltage results and distribution
Fig. 6. Temperature distribution
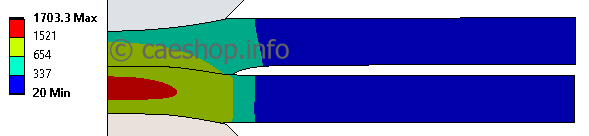
Fig. 7. Nugget of AL (greater than 654 degree) and Mild Steel (1521 degree)